




海南大型球形封头-力拓封头(推荐商家)-大型球形封头定做
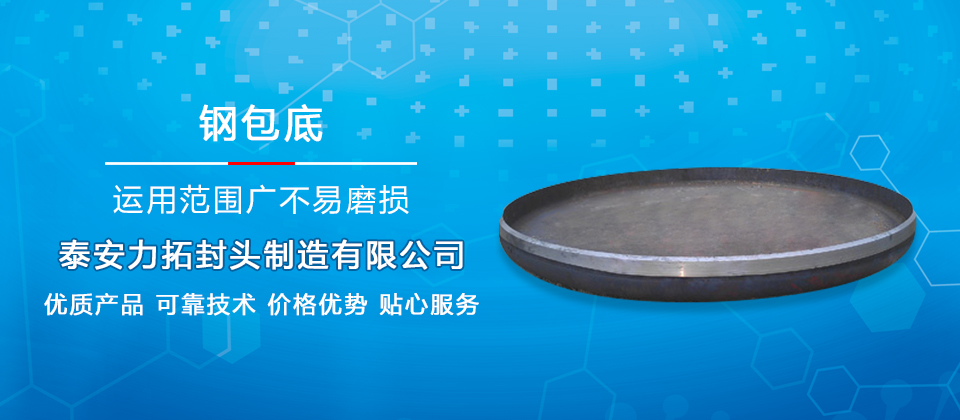
泰安力拓封头制造有限公司
经营模式:生产加工
地址:山东省泰安市泰山区邱家店工业园
主营:锅炉封头,异型封头,球形封头,锥形封头,管板
业务热线:0538-8761448
QQ:157400673
产品详情 联系方式
产品品牌:力拓封头
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效

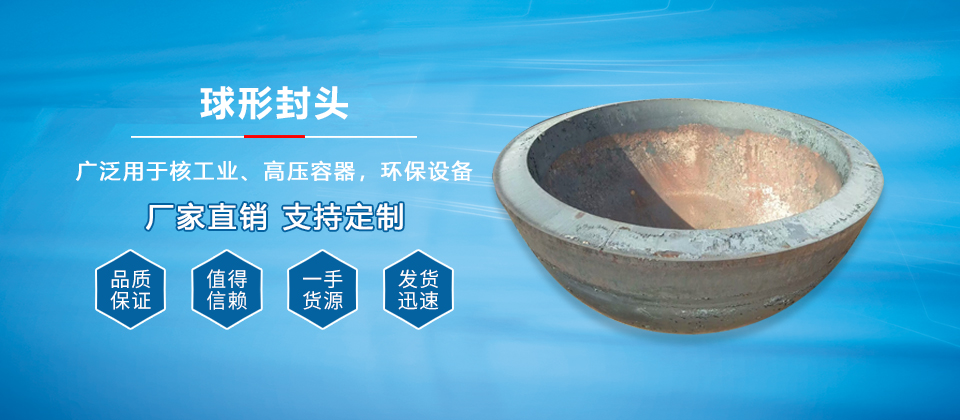
球形封头多使用与锅炉方面。有时因为不同的原因会出现一些故障,如变形、划伤、减薄率、麻点、橘皮、鼓包等现象,那么出现的原因是什么又应该如何解决呢?
(1)变形:这类情况出现在冲压或冷热不均匀等造成的现象。可以对变形处加热调弄型状然后用水进行冷却,有时旋压也能起到一定的效果。
(2)划伤:这多出现与平时在运输移动的时候不注意,出现了磕碰的问题造成的。运输时进行一些保护处理,搬运过程幅度不要过大。划伤不大的情况下可以通过打磨进行修复,积超过25%要对整个球形封头进行处理了
(3)鼓包:球形封头出现鼓包可能是压边模的压力不够,不能很好的压劳。材质方面也有可能,比如厚度不一样等情况。出现这种现象可以使用专业的鼓包修理机,进行鼓包修复。






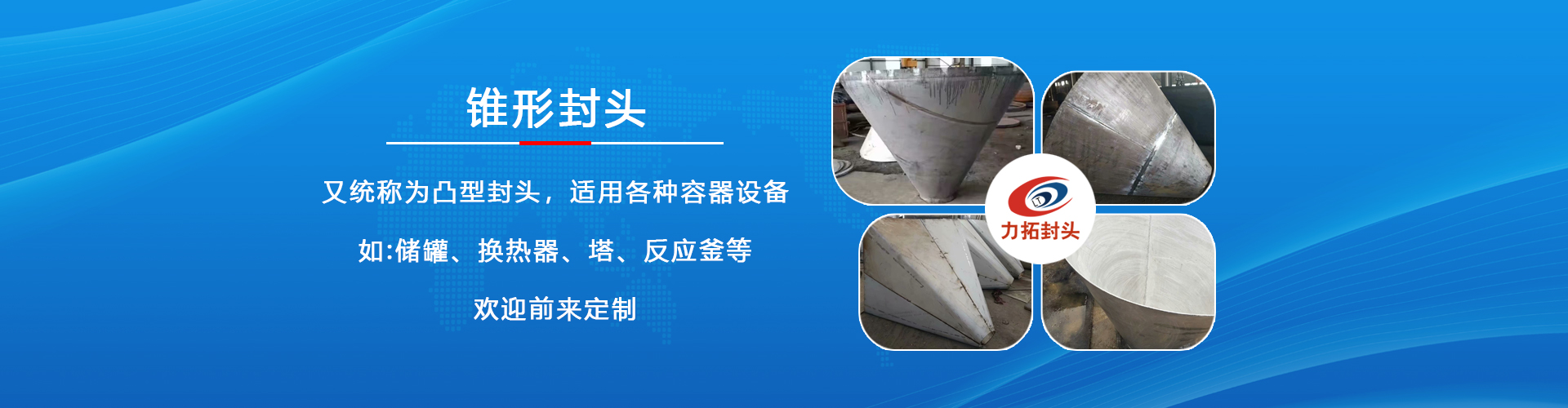
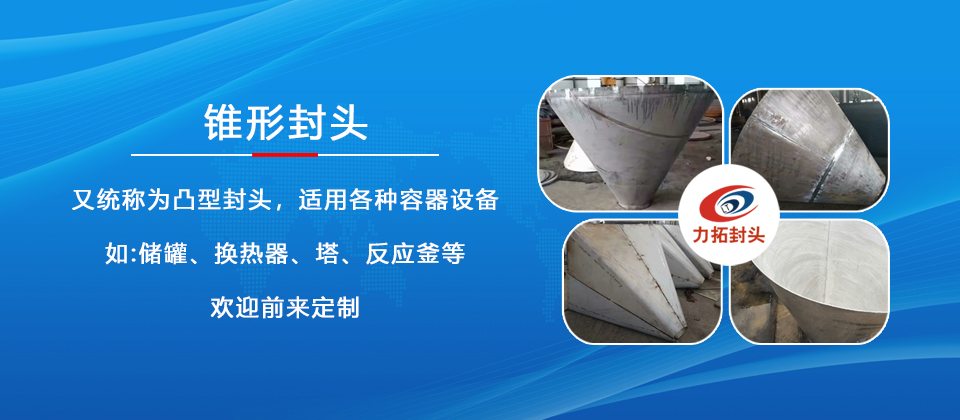
球冠形封头是一种常用的无折边封头类型。在球冠形封头中,它的结构简单,并且制造也更为方便。同时球冠形封头在进行设计时,采用独特的焊接工艺,因此它的密封性更加,使用寿命也更长久。 球冠形封头怎么加工?锥形封头厂家告诉你。 大直径球冠形封头半机械化冷、热结合的加工方法,一担可分为分块压制球冠和拼接以及压边两个阶段。
对于直径2米左右的球冠形封头,需要2—3块钢板拼成,在拼接之前,先将钢板下好坯料,再在压力机上(也可用土杠杆玉力机)根据分块球冠形状要求。进行冷压成球冠形状,压好后按样板划出切线,并进行剪切,然后拼成球冠和焊接;待焊接完成后,再放在缺球面铁砧上垫以平衬锤用大锤修正球冠形状。这时di一阶段就算完成。
球冠形封头热加工压边。热加工压边可用半机械化的杠杆压力机进行。杠杆压力机由龙门架,人字架、杠杆、上滑车。钢丝绳、导向滑车、卷扬机、上模和下模儿等主要部件组成。上、下模应根据球面形状、圆弧角大小和边缘的宽度制造,其弧长一般可按封头周长的1/10-1/8考虑;上模可用钢板和型钢焊接制成,下模既可用钢板和型钢焊接,又可用生铁铸造模须用螺栓分别牢固地固定在杠杆端部和下模底座上;下模底座用预埋在混凝上内的基础螺栓固定之。
半球形封头的优缺点 结构:半球形封头为半个球壳。 优点:在均匀的内压作用下,薄膜应力为相同直径圆筒体的一半。球形封头单位容积的表面积小,在直径、壁厚和工作压力相同的条件下应力小, 两向薄膜应力相等,而且沿经线是均匀分布的。如果和壁厚相等的筒体连接,边缘附近的应力与薄膜应力并无明显不同。缺点:深度大,直径小时,整体冲压困难,大直径采用分瓣冲压其拼焊工作量也较大。上述就是关于半球形风头的介绍,希望对你有所帮助,如有产品的需要,可电话进行咨询。

赵经理先生
手机:13805389132


