




锥形封头-力拓封头厂家-锥形封头厂家
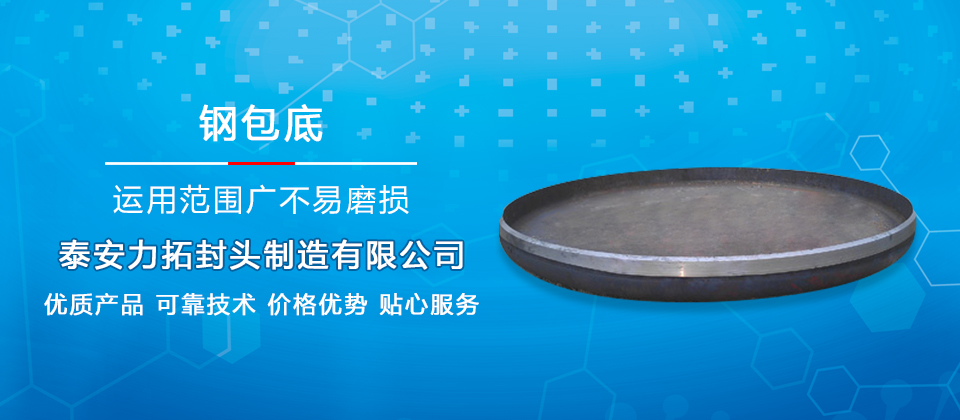
泰安力拓封头制造有限公司
经营模式:生产加工
地址:山东省泰安市泰山区邱家店工业园
主营:锅炉封头,异型封头,球形封头,锥形封头,管板
业务热线:0538-8761448
QQ:157400673
产品详情 联系方式
产品品牌:力拓封头
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效

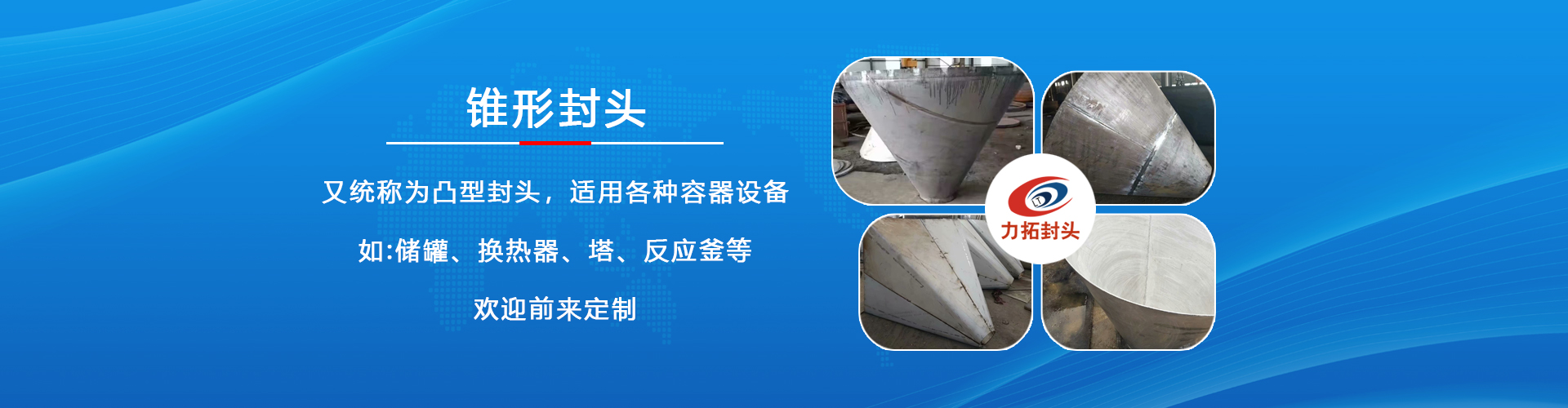
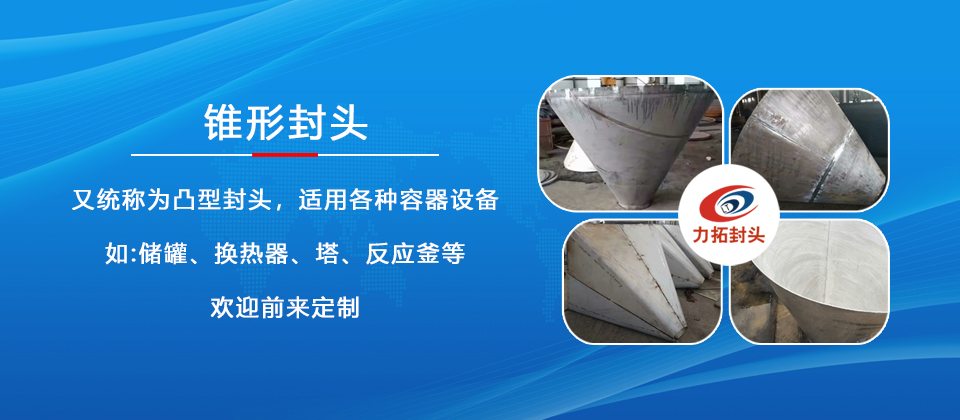
锥形封头又是怎样一步一步的生产的? 整板和拼接的两种,整板压制的封头少了很多道工序,就看看带有拼接的吧!根据定单的要求,将所需要的型号,将下料的尺寸排好,割成一块圆盘;将两块板拼接在一起,焊接的时候一定要注意,焊缝的位置一定要焊透;焊接完成后,两块板就拼成了一块圆盘,这时就需要将焊缝打磨平整,以便压制;焊缝处理完之后,需要将材料边上的毛刺都打磨掉,以免毛刺将封头模具刮坏;前期工作做完之后,就要开始冲压了,所有型号的封头并不是一次冲压成形,而是需要经过冲压三到五次,才成型;





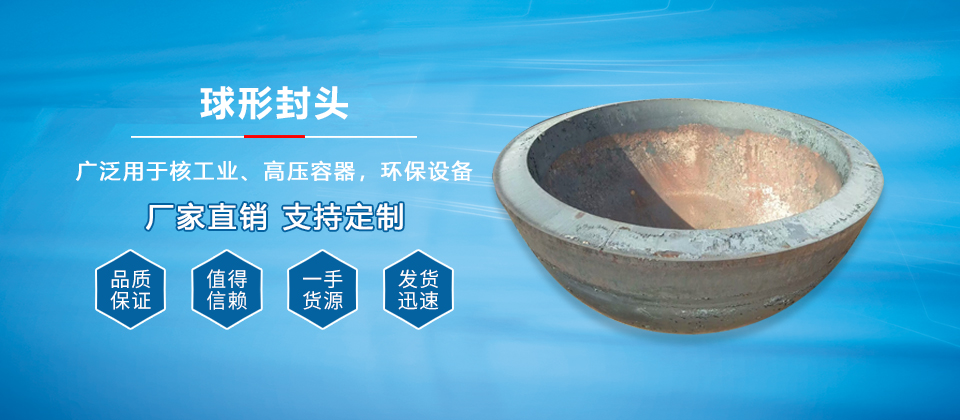
根据几何形状的不同,可将封头分为球形封头、碟形封头、锥壳封头、椭圆形封头等类型。球形、椭圆形、碟形、球冠型封头又统称为凸形封头。还有用于各种容器设备如储罐、锅炉、反应釜、换热器、塔和分离设备的对焊封头和承插焊封头。
碟形封头是用不锈钢材质制作成的碟形样式的封头。这种封头对冲压设备及模具的要求低,因而制造起来较方便。比起内灰引起的薄膜应力,它会产生边缘应力,这种应力比前者要大,所以其力学性比较球形和椭圆形封头差。.
不锈钢封头有时会产生裂痕,所以使用时要先把裂痕除去,可以选用小热进出的焊接方法,采用多层多道焊进行焊接,这样生产出来的封头质量更好,人们使用起来也更得心应手。
当然还有其他类型的封头,大家在选择时可以根据自己的需要进行选择。

对锥体封头只要求可用轴对称的无折边或压边锥型封头,且其锥壳半夹角a≤60°。锥壳大端:当锥壳半夹角a≤30度时可选用无折边构造;当a>30度时应选用有折边构造,不然应按应力分析方式开展设计方案。大端压边锥型封头的衔接段拐角半经r应不低于封头大端公称直径Di的10%,且不低于该衔接段薄厚的3倍锥壳小端:当锥壳半夹角a≤45度时可选用无折边构造;当a>45度时应选用压边构造,不然应按应力分析方式开展设计方案。小端折边锥形封头的衔接段拐角半经rs应不低于封头小端公称直径Dis的5%,且不低于该衔接段薄厚的3倍。锥壳与圆桶的联接应选用全焊透构造。封头与封头中间开展电焊焊接的那时候,务必立即的将焊接和热危害区中残余的焊穿和空气污染物清除整洁。

赵经理先生
手机:13805389132


