




江西大型分瓣封头-力拓封头-大型分瓣封头定做
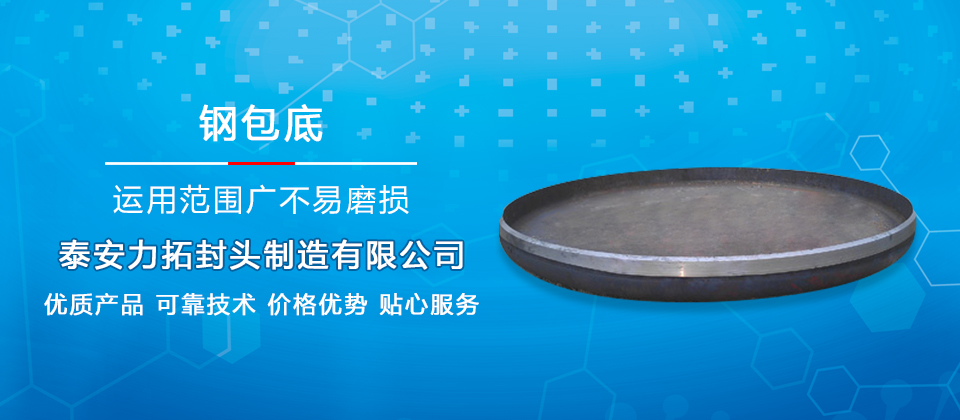
泰安力拓封头制造有限公司
经营模式:生产加工
地址:山东省泰安市泰山区邱家店工业园
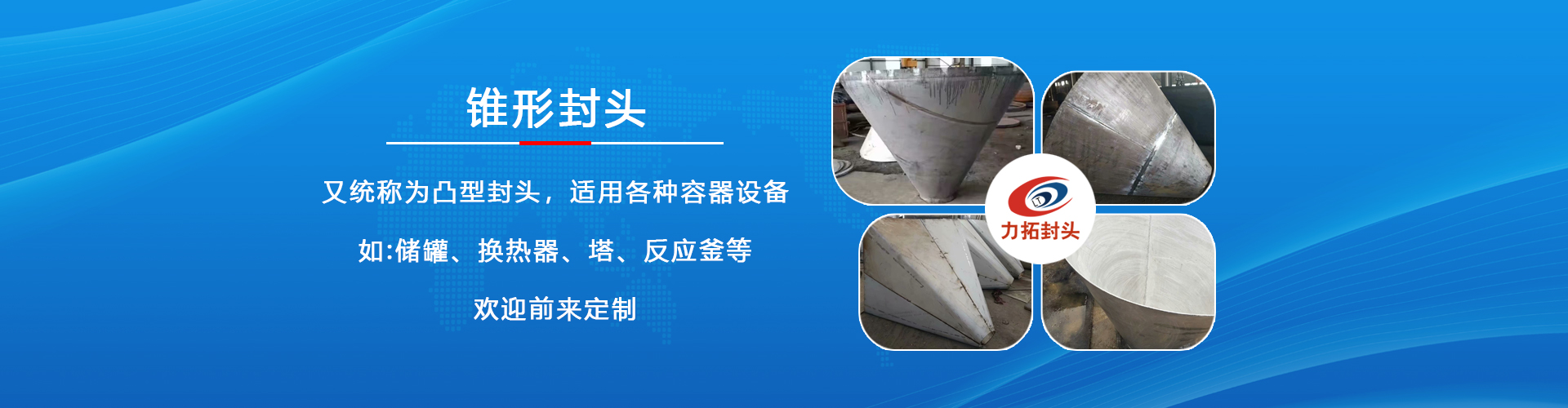
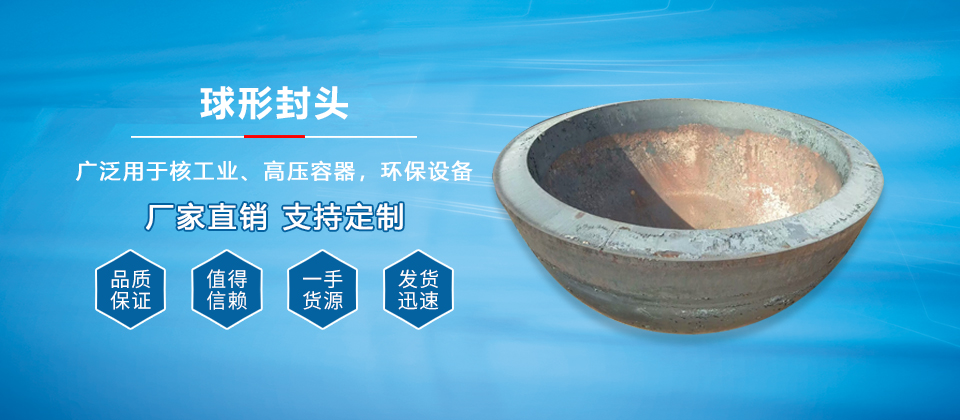
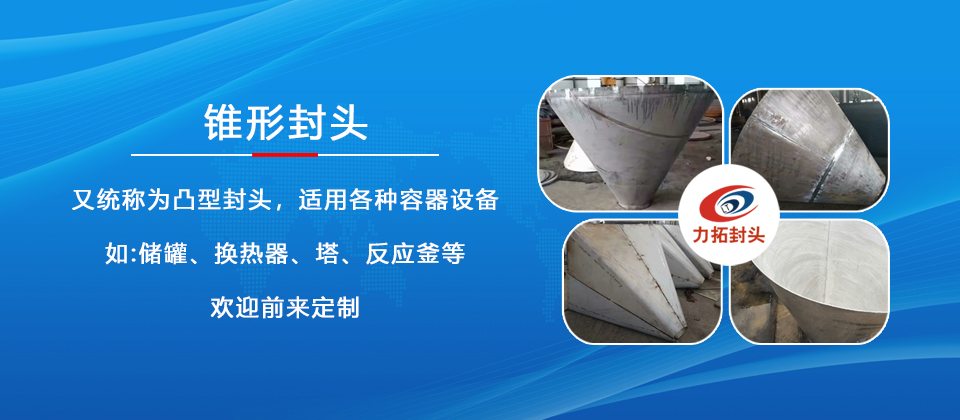
主营:锅炉封头,异型封头,球形封头,锥形封头,管板
业务热线:0538-8761448
QQ:157400673
产品详情 联系方式
产品品牌:力拓封头
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效

一种由等分瓜瓣体拼焊成半球壳体的辅助焊接装置,含支架(1)、轴承座(2)、卡具(3)、短支轴(3.1)、圆底盘(3.2)、长支轴(3.3)、加强环(3.4)、主支板(3.5)、压环(3.6)、压块(3.7)、加强筋(3.8),联轴器(4)、操作盘器(5)、减速器和电机(6),两个等高支架上端面分别配装有轴承座,一个轴承座用于联接短支轴而另一个轴承座用于联接长支轴,长支轴通过联轴器与减速器输出端联接,减速器输入端与电机联接,卡具围绕两个轴承座能正转或是反转,辅助焊接装置能将等分瓜瓣体拼焊成半球壳体,保证拼焊尺寸性,使焊接位置更加舒适,焊接变形可控,提高焊接效率和焊接质量,降低焊工的劳动强度。






大型封头的成形多采用分瓣压片然后组焊的方法.封头分瓣组合焊接工艺:材料确认—划线切割压形—加工焊缝坡口—组装封头—焊接封头。图1-5为常用的两种大型封头拼瓣形式。
此种成形工艺的优点是可以使用较小吨位的压力机成形较大尺寸的封头,但却有诸多缺点:封头的分片设计、计算和下料复杂,工作量及劳动强度大;工艺路线长,模具品种多,制造费用高及周期长;组焊工作量大,组焊后的焊接变形大,几何形状精度不易保证,等等。为了保证封头质量,控制封头的焊接变形,在分瓣压片组焊封头的工艺过程中应该注意:
直径小时整体冲压困难,大直径采用分瓣冲压其拼焊工作量也较大。不锈钢封头的其他叫法:不锈钢无直边封头、桶体旋边、椭圆封头、碟形封头、浅形封头、各种大小头旋边、不锈钢大小头旋边、平底、半球形旋边、球形封头等。防止不锈钢封头表面的磕碰划伤防止铁离子污染。3.防止与碳素钢直接接触。其值不小于设计厚度"。也就是说设计者应在图纸上标注名义厚度和***小成形厚度(即设计厚度δd),这样使得制造单位可根据制造工艺和原设计的设计圆整量决定是否再加制造减薄量。旋压封头厂家板坯与芯模共同旋转。由辊轮进给并施加压力,使板坯紧贴芯模逐点局部变形的冲压成形工艺。

赵经理先生
手机:13805389132


