




力拓封头厂(图)-大型椭圆封头定制-大型椭圆封头
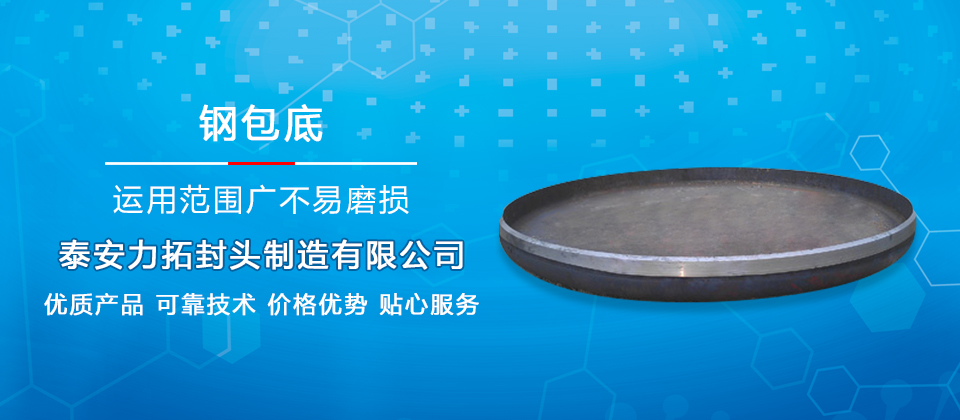
泰安力拓封头制造有限公司
经营模式:生产加工
地址:山东省泰安市泰山区邱家店工业园
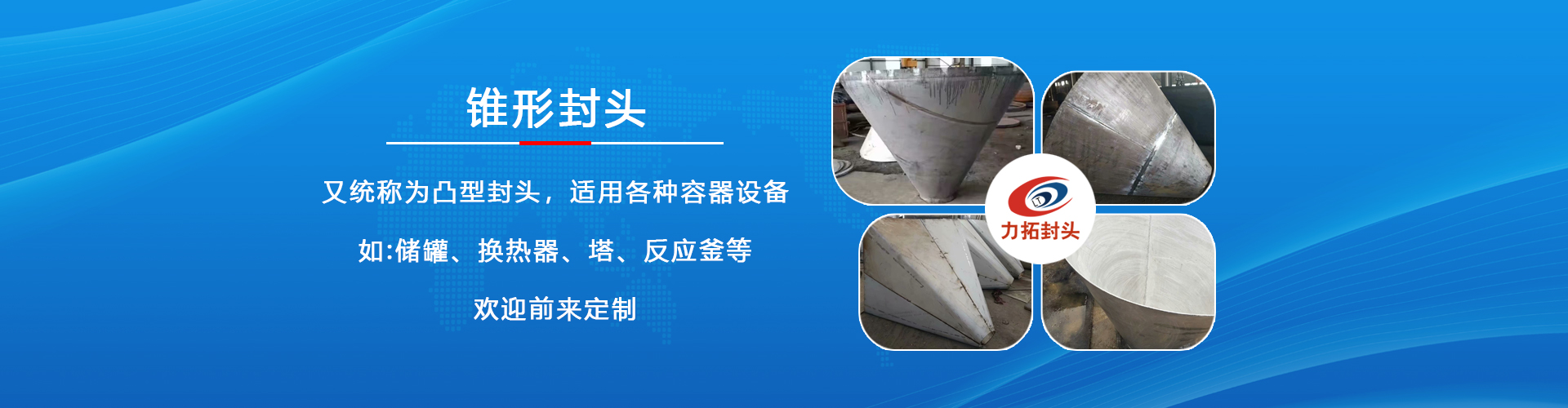
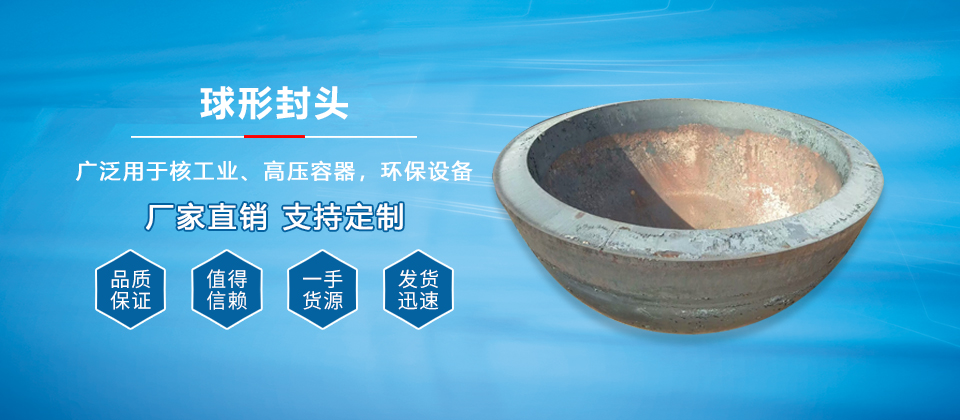
主营:锅炉封头,异型封头,球形封头,锥形封头,管板
业务热线:0538-8761448
QQ:157400673
产品详情 联系方式
产品品牌:力拓封头
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效

椭圆封头适合用于不能翻转的敏感性工件以及特别复杂、重量大和体积大的工件加工处理上,以去掉工件表面的粘砂、砂芯、氧化皮、锈蚀、椭圆封头﹨油漆、污垢等等;同时也适用于对热处理工件的表面清理和强化;特别适合怕碰撞的薄壁件。抛丸清理具有以下特点:
(1)改变表面粗糙度
(2)提高疲劳寿命
(3)改变内应力为压应力
(4)显现出工件的隐蔽缺陷
相对于其他清理方法抛丸清理的效率更高,环境污染更小,工人的劳动强度更低。广泛应用于铸造、工程机械、矿山机械、压力容器、汽车船舶等行业,用于提高产品零部件的外观质量和金属强度。






椭圆封头结构优化设计的原理、方法和步骤[2]1·1优化设计的基本原理优化问题的基本原理是通过优化模型的建立,运用各种优化方法,通过满足设计要求的条件下迭代计算,求得目标函数的极值,得到设计方案。在一个设计优化工作之前,用3种变量来阐明设计问题。
1、请测量封头的外周长。
2、请筒体和封头上做好标记。
3、按图示顺序进行定位焊接,
4、定位焊完成后,进行焊接。
5. 注意不锈钢封头表面的防护
6. 封头与筒体组焊后,要及时清理焊缝、热影响区及周围的焊渣、 飞溅、污染物,并进行 PT 检查和表面酸洗。
7. 防止不锈钢封头表面的磕碰划伤。
8. 不在露天存放,防雨淋。
9. 避免强制组焊。结构设计要防止拘束应力过大。
10. 水压试验用水氯离子含量不得大于25mg/L ,试验后要及时吹干。
11. 不锈钢酸洗不能用盐酸等还原酸。
封头使用场合的注意点
1. 碳素钢封头在、氨、碱性钠等环境下会发生裂纹,请在订购封头时说明消除残余应力。
2.奥氏体不锈钢在有氯离子的特定环境下会发生应力腐蚀裂纹,请在设计时选择合适材料。
3.需热镀锌或渗铝的碳钢容器,请先做热处理,去除残余应力。

在制作椭圆封头的过程中,其中会涉及到加热这一工艺环节。那么,这一工艺过程具体是怎样的流程呢?首先是将椭圆封头的坯料入炉,要注意入炉温度应保持是在600以上进行,然后随炉加热。其次是允许几块封头坯料同时加热,但装炉时必须注意坯料之间的距离。 通常情况下,低趁层的坯料与加热炉的炉底之间应保持150毫米以上的距离。并且根据加热炉情况,一次装入量不得超过5块。而且在进行椭圆封头装料的时候,还需要确保将材质标记在毛坯的下表面,以便冲压露于外表面。当封头成型与人孔翻边分二道工序进行时,注意坯料划线中心样冲眼置于毛坯外表面,以便封头成型后切割人孔翻边小孔时找正。 目前在加工椭圆封头产品的时候,所采用的焊接工艺也是不一样的,主要可以分为对焊封头,承插焊封头。用于各种容器设备,比如储罐、换热器、塔、反应釜、锅炉和分离设备等。材质有碳钢、不锈钢、合金钢、铝、钛、铜、镍及镍合金等。 在对椭圆封头进行焊接时,电阻焊熔核形成的过程中一直是被塑性环包裹其中,熔化金属与空气隔绝,冶金过程简单。而且加热时间短,热量集中,故热影响区小,变形与应力也小,通常在焊后不必安排校正和热处理工序。而在焊接的时候,由于碳钢椭圆封头焊后可能会存在变形,如果变形量较大,那么就会影响正常使用。 因而在后敢接的时候,要注意控制工艺标准,减少变形量。此外,当碳钢椭圆封头和电极已定时,椭圆封头的电阻取决于它的电阻率。而电阻率是被焊材料的重要性能,所以电阻率高的金属其导热性差,电阻率低的金属其导热性好。

赵经理先生
手机:13805389132


