




贵州锥体封头-力拓封头(在线咨询)-锥体封头厂
泰安力拓封头制造有限公司
经营模式:生产加工
地址:山东省泰安市泰山区邱家店工业园
主营:锅炉封头,异型封头,球形封头,锥形封头,管板
业务热线:0538-8761448
QQ:157400673
产品详情 联系方式
产品品牌:力拓封头
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效

不锈钢锥形封头组织应力变化的结果是表层受拉应力,另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因此容积的增大会随同工件体积的膨胀,工件各部位先后相变,而组织应力则是组织转变过程中产生的,造成体积长短不一致而发生组织应力。
内部受压应力,恰好与热应力相反。组织应力的大小与工件在马氏体相变区的冷却速度,形状。整个冷却过程中,热应力与组织应力综合作用的结果,就是工件中实际存在应力。这两种应力综合作用的结果是十分复杂的,受着许多因素的影响,如成分、形状、热处置工艺等。就其发展过程来说只有两种类型,即热应力和组织应力,作用方向相反时二者抵消,作用方向相同时二者相互迭加。
不论是相互抵消还是相互迭加,两个应力应有一个占主导因素,热应力占主导地位时的作用结果是工件内部受拉,外表受压。组织应力占主导地位时的作用结果是工件内部受压表面受拉。
由于内部冷却体积收缩不能自由进行而使表层受压内部受拉。即在热处理的作用下使工件表层受压而内部受拉。这种现象受到冷却速度,就会导致体积膨胀和收缩不均而产生应力,不锈钢封头在加热和冷却过程中,不锈钢封头由于表层和内部的冷却速度和时间的不一致,形成温差。即热应力。锥形封头热处理的作用下,由于表层开始温度低于内部,收缩也大于内部而使内部受拉,当冷却结束时






为了能使作废的合理运用,能够选用以下办法处理:
1、假如锥形封头与容器壳体是用法兰衔接的,只需先焊好法兰圈,再进行火焰校对,即可得到令人满意的作用。
2、假如锥形封头与容器壳体是选用对接办法电焊衔接的,就先按封头公称直径加工一个钢质圆环,将圆环与鼓疱封头的边际点焊在一起,然后再进行火焰校形,然后用火煨或氧一割炬消除封头直段的内应力,拆除圆环,便可得到合格的封头,圆环还能够重复运用。
3、假如仍然还不能运用,那么就只能将封头起疱部分切除去,将余下的限制较小的封头,减小丢失。
这样,将作废的就得到了合理的运用,提高了经济效益。可是,挑选定购封头的时候,仍是挑选比较正规模的封头厂家,这样质量也得到了操控,信任价格也会合理。

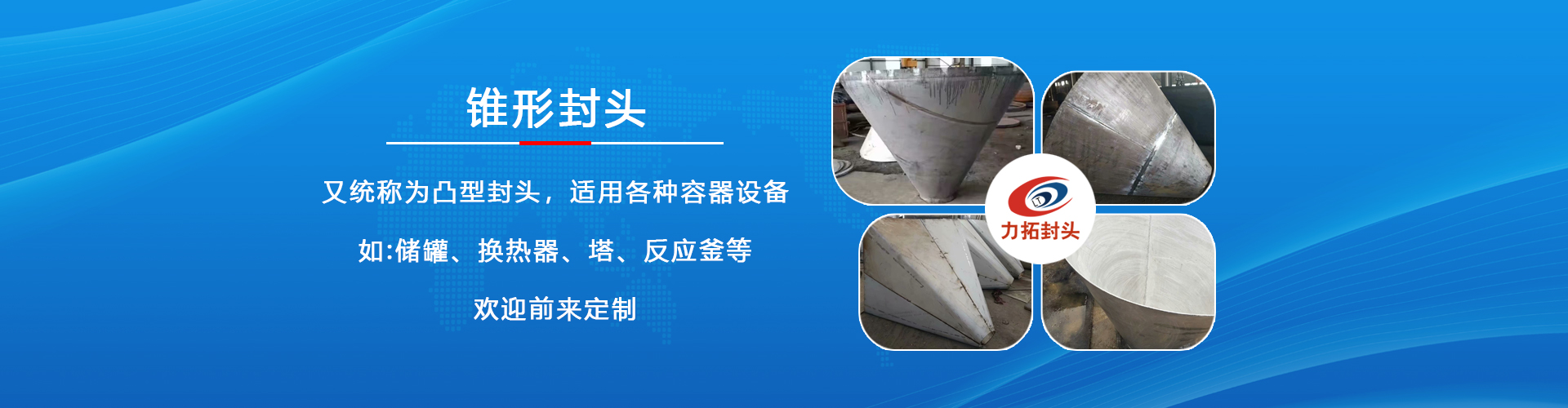
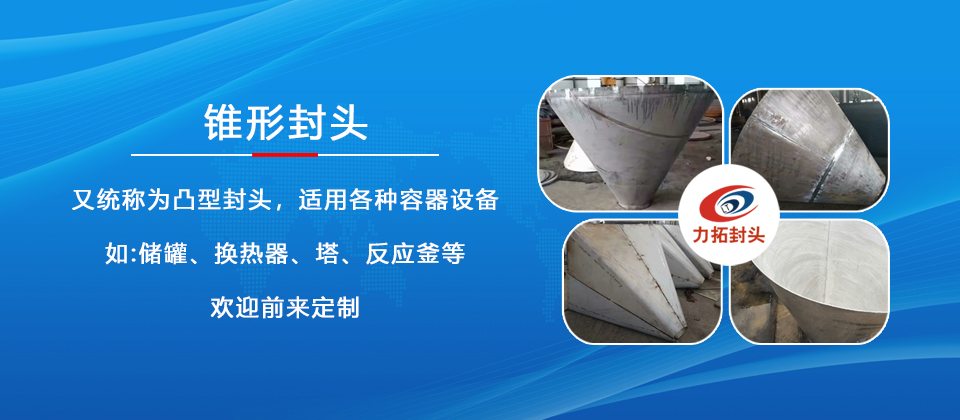
因为折边后的焊接是直边的对接,在折边处应力分布相对比较好,应力水平低。无折边锥形封头也有直边对接部分,一般取25mm或40mm,无折边锥形封头就是一段圆锥体,由于锥体与筒体直接连接,连接处壳体形状突变而不连续,产生较大的局部应力,这一应力的取决于锥体半顶角α的大小,α越大,应力越大;反之则小。《设计规定》对无折边锥形封头作了如下三点限制: 1、无折边锥形封头只适用于锥体半顶角α≤30°的情况; 2、当α30°时则须采用折边锥体的型式,否则必须用应力分析方法进行计算; 3、无折边锥形封头连接处的对接焊缝必须采用全焊透结构。 折边锥形封头包括圆锥体、折边和圆筒体三个部分,多用于锥体半顶角α30°的场合。因α越大锥体应力越大,所需壁厚也越大,加工就越困难。所以,除非特殊需要,带折边锥形封头的半顶角一般不大于45°。此外,折边的内半径r越大,封头受力状态越好,因此《设计规定》作出了如下限制:折边内半径r应不小于锥体大端内径DN的10%及锥体厚度的3倍。 无折边锥形封头一般应用于容器两端,而折边锥形封头一般焊接于两公称直径不同的筒体中间,使两公称直径不同的筒体连为一体!因为折边后的焊接是直边的对接",折边锥形封头分为单折边锥形封头和双折边锥形封头,单折边锥形封头有一边并非直边对接,与其相对接的筒节或其它壳体是有一定角度的!

赵经理先生
手机:13805389132


