




力拓封头(图)-不锈钢球形封头批发价-球形封头
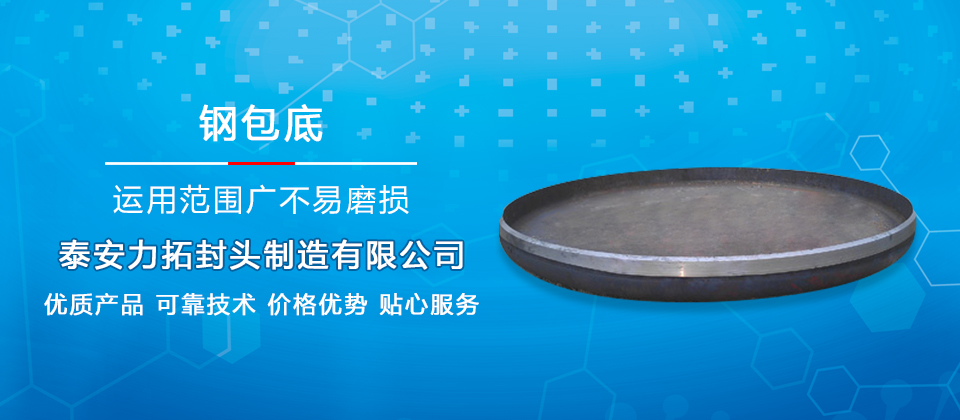
泰安力拓封头制造有限公司
经营模式:生产加工
地址:山东省泰安市泰山区邱家店工业园
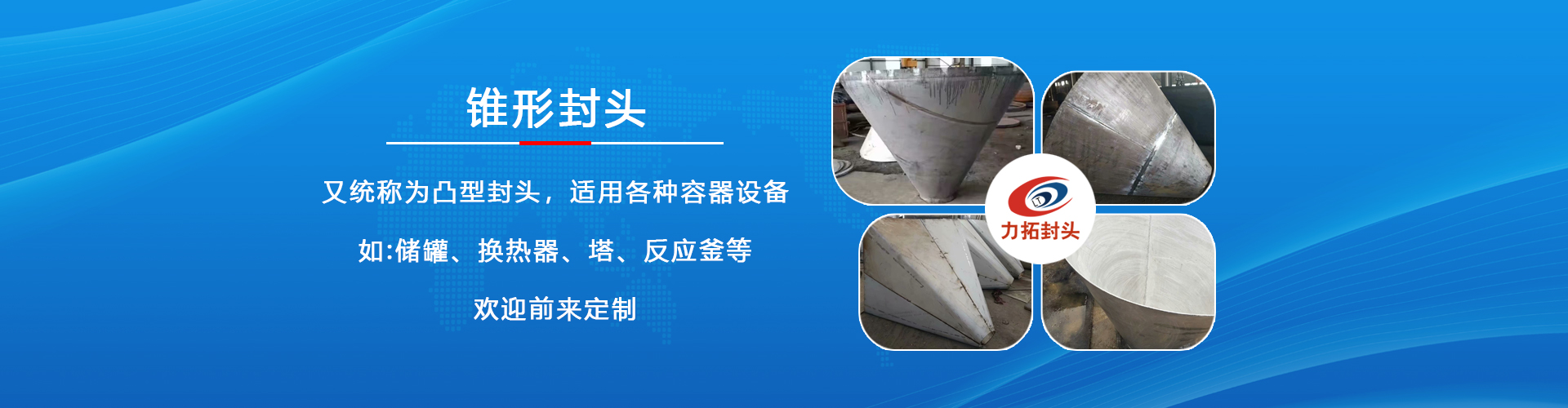
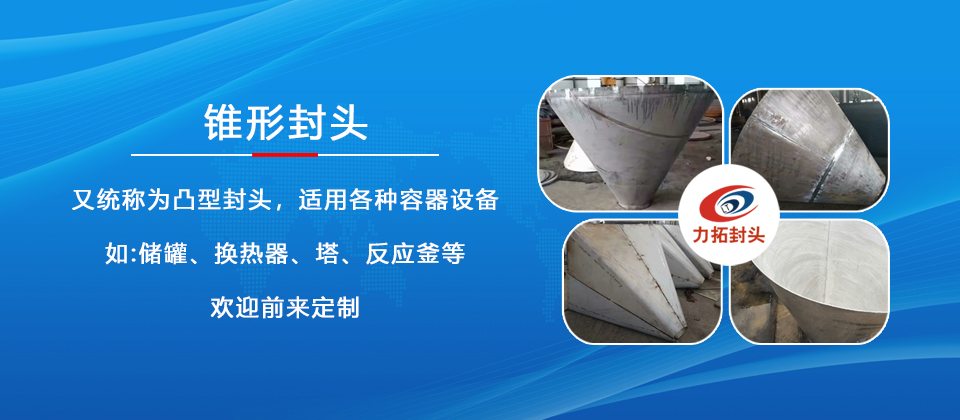
主营:锅炉封头,异型封头,球形封头,锥形封头,管板
业务热线:0538-8761448
QQ:157400673
产品详情 联系方式
产品品牌:力拓封头
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效

我公司是国内优越的封头,管帽,专业厂家之一。技术设备工艺处于行业的前列 工厂拥有冷热旋压和3500T,1200T, 1000T 500T,315T ,模压多条生产线,6000mm*6000mm*2000mm加热反射炉,一步法φ6200mm*40mm大型旋压机-φ2800*20mm 翻遍机一台,φ6000mm*40mm压鼓机一台 等等适应了封头市场的发展需要,并配有先进的检测设备、X射线探伤、磁粉、光谱、测厚仪、等等专业的检测人员 科研人员 技术人员多名。可生产18-10000mm口径的各种壁厚、多种材质椭圆封头、球形封头。 冲压封头 蝶形封头 气压罐封头,泡沫罐封头,油罐封头,水罐 各种罐体 容器封头 薄壁封头,大口径封头 标准封头 球型封头、蝶形封头、平底封头、美标封头 非标封头 无边封头、锅炉封头、无直边封头锥型封头 人孔、盲板,法兰,过滤器压盖等 。封头材质有碳钢(A3、20#、Q235)、不锈钢、合金钢、铝、钛、铜、镍及镍合金。管帽系列可生产;国标管帽、美标、德标、日标管帽。并可根据客户要求定做各种非标封头管帽。






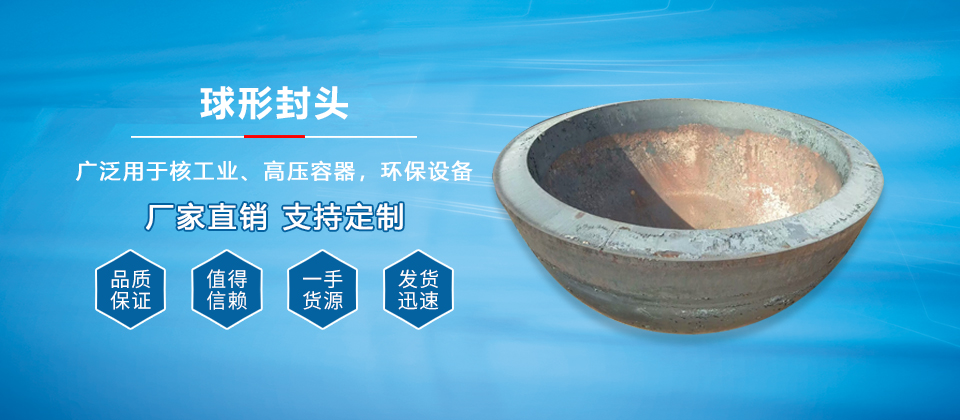
在现行各种封头中,标准球形封头以其制作加工容易,应力散布状况理想以及节约资料等优点而被广泛使用。封头拼接焊缝属A类,从球形封头的制作来看,一般是先拼接后限制成型。在限制过程中,内部缺点可能会延伸,同时又可能发作新缺点。
因此,探伤实际的选择显得非常重要。有明确规定说:成型后的封头应在形状查看合格后再进行无损探伤。由于限制成型后的焊缝形状杂乱,假如透明办法选择不当,容易造成漏检。一般采用定向机可获得质量较高的检测结果,但此法工作效率低、劳动强度大。假如用周向机或γ源一次透照法,有可能使部分焊缝在透照时的K值超标。这事由于封头外表各处曲率不同,致使射线对焊缝各处透照厚度比K值也不一样。封头在限制成型时。请测量封头的外周长。请筒体和封头上做好标记。按图示顺序进行定位焊接,定位焊完成后,进行焊接。5.留意不锈钢封头外表的防护6.封头与筒体组焊后,要及时清理焊缝、热影响区及周围的焊渣、飞溅、污染物,并进行PT查看和外表酸洗。7.避免不锈钢封头外表的磕碰划伤。8.不在露天寄存,防雨淋。9.避免强制组焊。结构设计要避免拘束应力过大。10.水压实验用水氯离子含量不得大于25mg/L,实验后要及时吹干。11.不锈钢酸洗不能用等还原酸。
封头使用场合的留意点1.碳素钢封头在盐、氨、碱性钠等环境下会发作裂纹,请在订购封头时阐明消除残余应力。2.奥氏体不锈钢在有氯离子的特定环境下会发作应力腐蚀裂纹。请在设计时选择合适资料。3.需热镀锌或渗铝的碳钢容器,请先做热处理,去除残余应力。

今天我们为大家介绍的就是使用冲压工艺成型的球型封头特点,以及冲压对其成型的影响。
在成型处理中所采用的成型方式其实就是整体冲压。事实上,在进行冲压成型的过程中,往往需要使用到水压机或者是油压机。而所谓的冲压工艺也可以分成冲压和热冲压两种。
不同形状的板料在冲压过程中,不仅会呈现出不一样的变形特点,而且所产生的应力也是非常复杂的。针对这种情况,我们通常只能够粗略性的进行定性分析。如果是球型封头板料的话,那么当其从与冲头开始接触,直到被强制通过拉环完成变形这个过程中,径向上各点的变形和应力随时都在变化。
而在对其变形前后进行对比的时候,我们发现,其实这种圆形的封头板料的径向以及周向纤维都发生了不同程度的弯曲。如果是从面积上来进行分析的话,那么就意味着其的径向纤维变长。而变长的原因,则主要是由于受到了冲头拉伸力的作用和影响,此外还包括有周向纤维压缩时金属向径向流动的结果。

赵经理先生
手机:13805389132


