




平底封头厂家-贵州平底封头-力拓封头
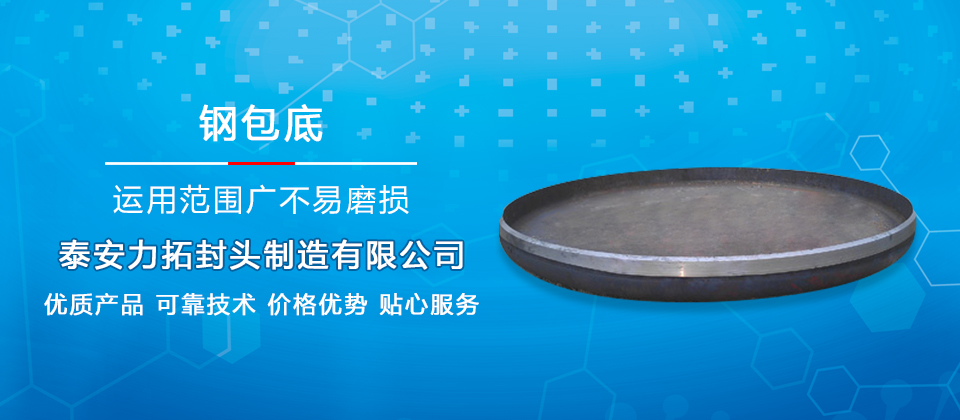
泰安力拓封头制造有限公司
经营模式:生产加工
地址:山东省泰安市泰山区邱家店工业园
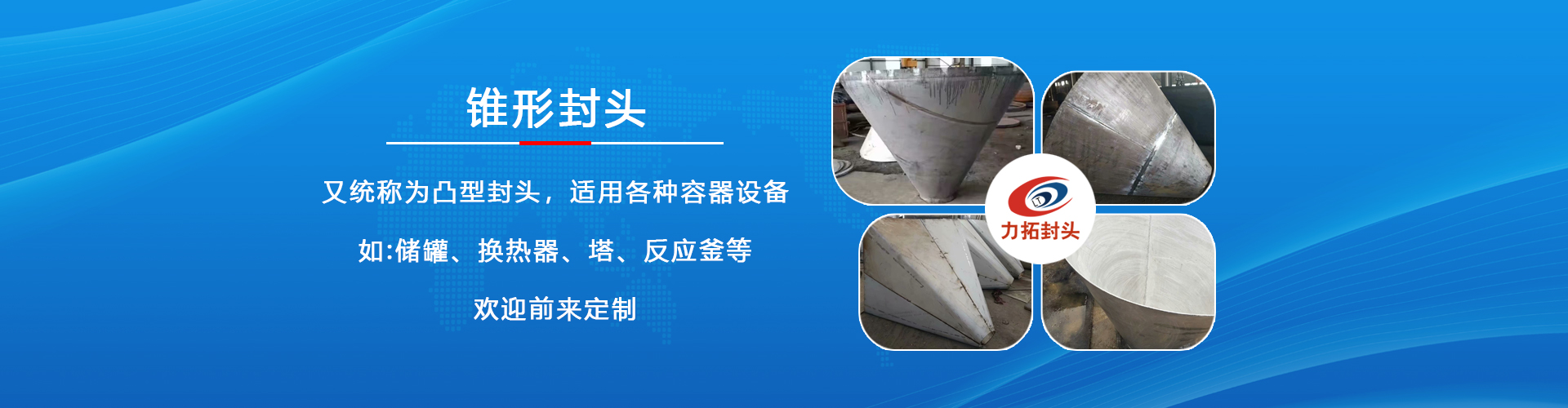
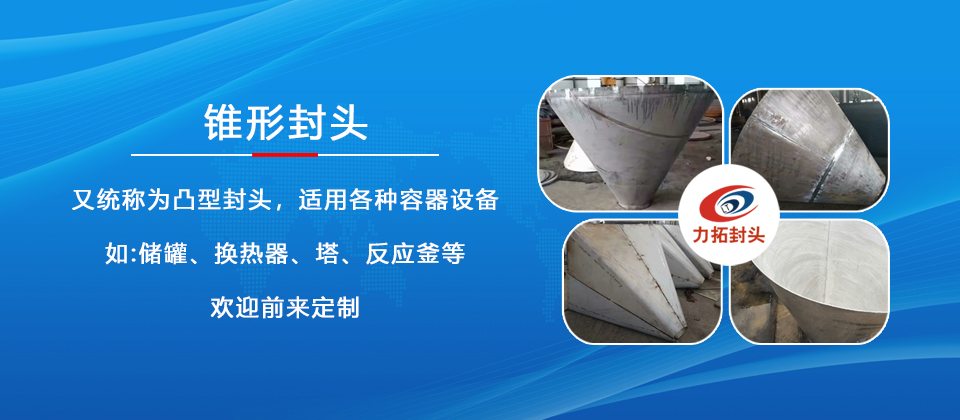
主营:锅炉封头,异型封头,球形封头,锥形封头,管板
业务热线:0538-8761448
QQ:157400673
产品详情 联系方式
产品品牌:力拓封头
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效

首先,在冲压实际应用中,考虑到封头上开孔对强度的削弱,封头与筒体对焊的方便。其次,我们在化工设备上常用半个椭球作为容器的封头,从降低设备高度,便于冲压制造考虑,封头的深度浅一些好但,因此ab值不宜过大。椭球顶处的较大环向拉应力恰好等于椭球周边(即赤道圈)处的较大环向压应力,此时封头中的较大薄膜应力数值也正好与同直径、同壁厚的圆筒中的环向应力相等。椭圆形的封头中的较大应力还将增大,其环向应力的较大值将从椭球顶移至椭球周边处。所以从受力合理的观点看,椭圆形封头的ab值不应超过2。第三,若圆筒上开椭圆形圆孔,应尽量使其短轴平行于圆筒的轴线方向。然后在看看封头的三种应力分析方法有什么异同。首先,我们用解析法解决一些回转薄壳的应力计算较为方便,但其有一定的局限性,而对于一些形状不规则的或有一定厚度的容器应力计算时解析法较为复杂; 其次,封头的实验电测法使用范围较为广泛,从理论上讲,用实验法测定的应力值接近实际值,但实 验法误差产生的来源较多,误差有时也较大。第三,用有限元法分析应力是一种相对比较精准的方法,它的误差大小主要取决与人对容器尺寸的测量是否精准,其使用范围也较为广泛。






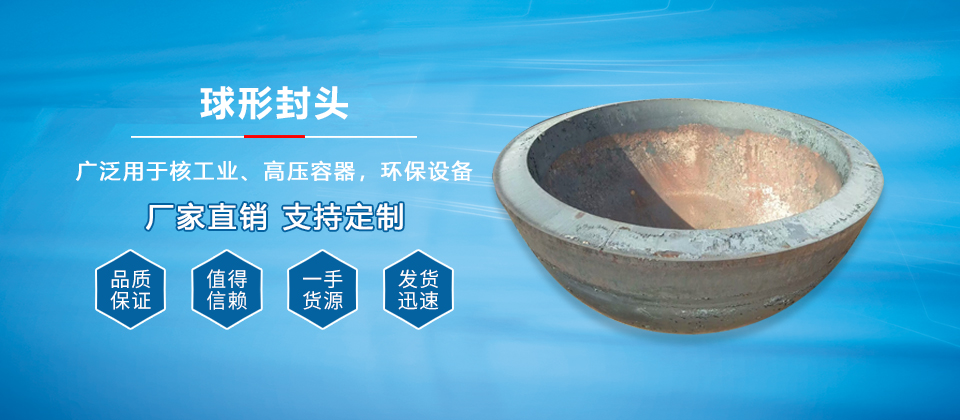
球形封头的冲压:坯料出炉后,操作人员配合要好,迅速将坯料摆到压制胎具上找正冲压、应避免操作时间长、坯料的温度过多地下降。冲压一般采取两次压制成形为好.见图1。这样可控制好冲压温度,防止因一次成形时间过长、温度较低而导致局部减薄量过大的现象发生。
当成形中的封头温度下降到800℃以下应终止冲压,封头的脱胎温度应控制在700℃以下,待封头完全冷却后,方可吊运,以免变形。如果有球形封头的需要,可电话进行咨询。

与中板的幅宽是有关系的。做大型的封头没有那么宽的中板了,只好就拼接的工艺了。拼接后成形的钢制半球形、椭圆形、碟形以及平底形封头,应该在冷成形之后再进行热处理的。拼接后的封头,以及说是分瓣成形之后再级焊的封头,要采用图样或者订货技术规定的方法。按JB/T4730.2~4730.3进行的射线或者超声波检测。拼接起来的板便宜。也是为了节省造价.

赵经理先生
手机:13805389132


